

VII. Process Changes
Often changes or deviations are needed in the production process to meet customer expectations or to improve quality. Process Changes may be requested by the supplier and must follow the appropriate procedures.
Suppliers cannot make changes in the product design, manufacturing processes, methods, and/or control measures without prior written authorization from SumiRiko Ohio, Inc., SumiRiko Tennessee, Inc., or S-Riko Automotive Hose de Chihuahua, S.A.P.I. de C.V.
.
Types of Changes It is necessary to issue a Process Change Request (PCR) when there are changes to parts or processes that make those parts. The table below explains each change type, lists some example changes (change type not limited to examples).
Note – a change in a part due to one of the listed types requires control of the first lot, whether the change originates internally or externally to the supplier.
| Number | Item | Explanation/Examples |
| 1 | Design Change | The part drawing changes, altering the physical structure of the part. A design change is done when a new part drawing is issued.
|
| 2 | New Supplier | A supplier or sub-supplier, who has never produced the part or component, begins manufacturing the part for SumiRiko Ohio, Inc., SumiRiko Tennessee, Inc., or S-Riko Automotive Hose de Chihuahua, S.A.P.I. de C.V.
|
| 3 | Material Change | The material(s) used to manufacture the part is changed.
|
| 4 | Manufacturing Method Change | A process method, setting or condition used in manufacturing the part is changed or modified. This includes any change that effects the way the parts are produced as reflected in the PQCT. This applies when the normal control range changes, not for routine adjustments
|
| 5 | Process Order Change | The manufacturing process order is changed or deviates from the PQCT.
Note: If the PCR process cannot be completed before parts are to be shipped (e.g. a welding robot breaks down and the process is done by hand) contact your Company’s Quality Representative immediately. The SumiRiko Ohio, Inc., SumiRiko Tennessee, Inc., or S-Riko Automotive Hose de Chihuahua, S.A.P.I. de C.V., Quality Assurance Department will provide instructions and requirements to suppliers in this situation |
| 6 | Machine Change | When the machine initially used to produce the parts during the approval process has been changed or replaced by another machine. (Machine examples: stamping press, assembly line, injection or blow molding, forge press, etc.)
|
| 7 | Jig/Tool Change | The primary or secondary tooling or jigs are changed, potentially affecting the quality, function, appearance, or reliability of the part. (Jig and tool examples: welding or assembly fixtures used in manufacturing process, cooling fixtures, sonic or heat welding, etc.)
|
| 8 | Die/Mold Change | A die or mold that is used in the manufacturing process is new or changed.
|
| 9 | Inspection Method Change | The inspection methods of the part are changed, potentially resulting in either an improvement or changes in the part’s quality performance. This may require a revision to the PQCT.
|
| 10 | Transportation/Packaging Change | The method of transporting the part to SumiRiko Ohio, Inc., SumiRiko Tennessee, Inc., or S-Riko Automotive Hose de Chihuahua, S.A.P.I. de C.V. or the packaging of the part deviates from the initially approved method. The change could adversely affect the quality of the part.
|
Note: A completed, approved PPAP is required for all changes prior to shipment of the changed part.
The supplier will request a process change by initiating a Process Change Request (PCR) form 60 days prior to allow for evaluation by the Company and/or our customer:
- Complete the request date, supplier name, the Company’s Associate PCR is submitted to, requestor, part number and part name.
- Indicate the PCR type, Permanent or Temporary.
- Indicate what Supporting Documents are attached to the request.
- Indicate what the Cost Impact of the Process Change is.
- Describe the current process condition(s). Include the section of the process to be affected.
- Describe the details of the proposed change and indicate the proposed implementation date.
- Complete review and sign-off within the supplier organization.
- Forward the PCR and any supporting evidence to the SumiRiko Ohio, Inc., SumiRiko Tennessee, Inc., and S-Riko Automotive Hose de Chihuahua, S.A.P.I. de C.V. Purchasing Department.
If a Temporary Manufacturing Change is requested, the PCR must indicate the effective term of the temporary change. A temporary change cannot last beyond 30 days without corrective action being taken.
The Company will notify the supplier of the approval or rejection of the Process Change Request with a signed copy of the PCR and documented Implementation Requirements. All Implementation Requirements must be met and approved by the Company before proceeding with mass production implementation of the Process Change.
Supplier must place a Change Point Label on each returnable container / tote / box. Notification must be made to the appropriate member of the SumiRiko Ohio, Inc., SumiRiko Tennessee, Inc., or S-Riko Automotive Hose de Chihuahua, S.A.P.I. de C.V. Quality Assurance Department.
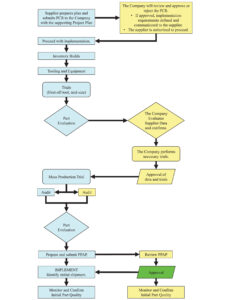
Procedure Flow
![]()